-
Why Choose Roto Dynamics for Rotational Molding?
-
Are you looking for a Roto Molding company? For 20 years our commitment to our core values has made working with Roto Dynamics the ideal rotomolding, rotational molding partner for innovative companies nationwide.
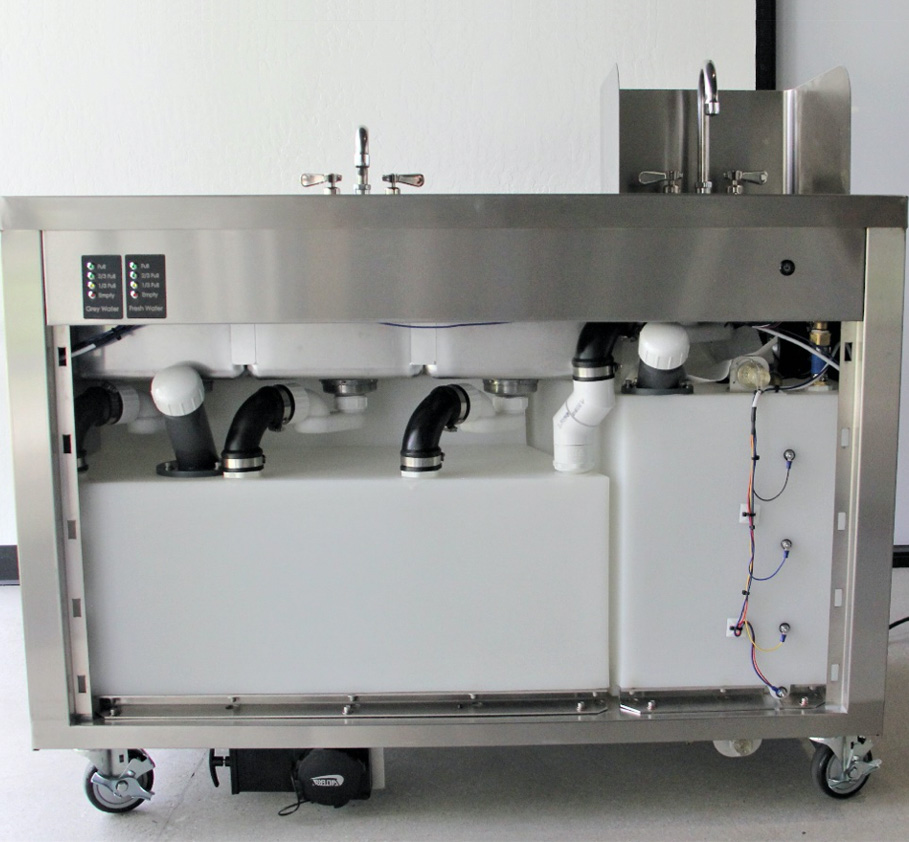
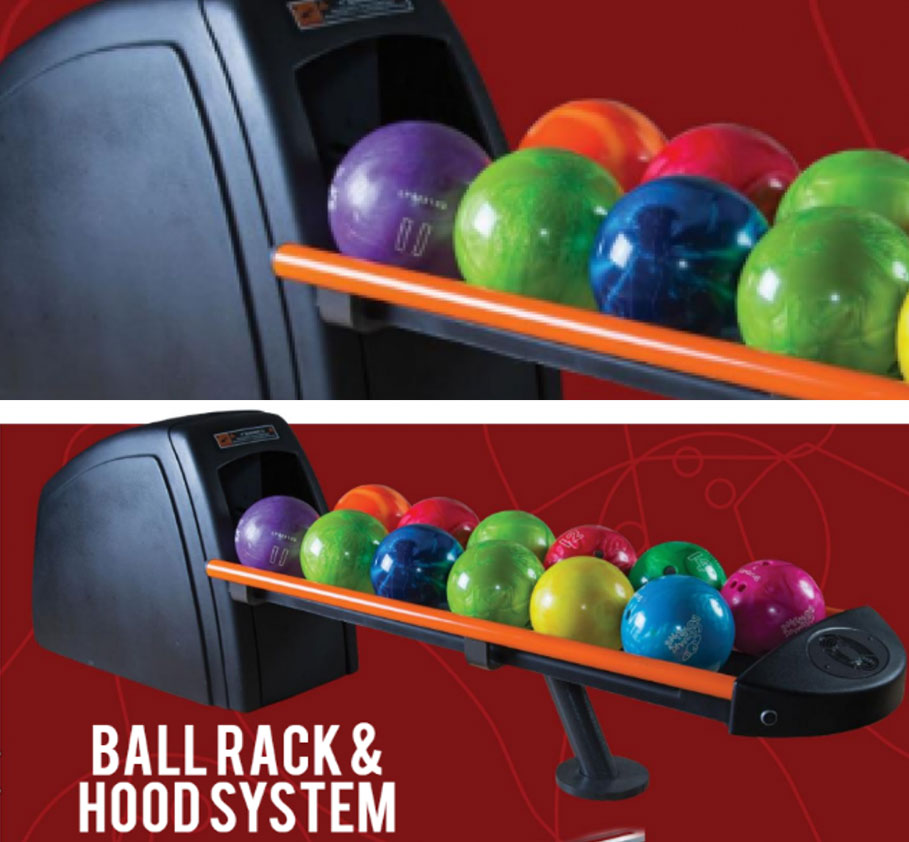
By committing to our client’s vision we have successfully been helping our customers create innovative rotationally molded plastic products. Using creative design methods, high quality CNC machined tools, the latest technology biaxial rotational molding machines and highest quality resins in the industry; we are able to create high quality reliable rotomolded products.
Product Development
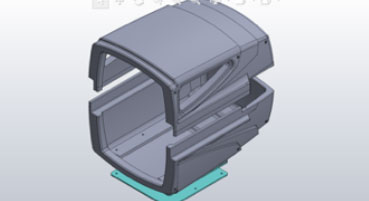
Finding an experienced Roto molding company is not an easy task. Our team of experts will guide you through the process, taking your project from a concept, to 3D design and finally to an assembled prototype. Making sure along the way that your product is able to be manufactured using the rotational molding process.
Read More

Mold Making
There are 3 types of mold making services we can provide. Ranging from cost saving options such as a fabricated rotomolding tool to high precision CNC machined rotational molding tools. Based on the requirements of the project our experts will help you make an informed decision.
Read More

Rotational Molding
Roto Dynamics has the ability to produce anywhere from 50 to 20 000 units per year. Using lean manufacturing principles we can efficiently meet your assembly and post operation requirements.
Read More

Warehousing
Roto Dynamics has a 30,000 sq.ft. facility and a secured covered outdoor storage area which enables us to offer our clients blanket order fulfillment, storage space for sub assembly components, parts and tools.
Read More


Request a Quote
Contact us today and request a quote online. We want to be your single source partner for all your rotational molding needs.